Özet
Yeşil kum (yaş kum) kalıplama prosesi ile üretilen sfero dökme demirlerin (Spheroidal Graphite Iron – SGI) metalurjik karakteristiği ile talaşlı imalat performansı arasındaki deterministik ilişkileri irdelemektedir. Özellikle, katılaşma kinetiğinin bir fonksiyonu olan grafit nodül sayısının (nodule count), kesici takım ömrü, kesme kuvvetleri ve yüzey bütünlüğü üzerindeki çok boyutlu etkileri, teorik modeller ve deneysel veriler ışığında analiz edilmiştir. Çalışma, dökümhane metalurjisi ile üretim mühendisliği disiplinlerini birleştirerek, Taylor Takım Ömrü denkleminin mikroyapısal değişkenlere göre nasıl kalibre edileceğini, Chvorinov kuralı temelli soğuma hızı hesaplamalarını ve tribolojik aşınma mekanizmalarını detaylandırmaktadır. Yüksek silisyum matrisli ferritik kalitelerden (EN-GJS-400-18, GJS-500-14) perlitik ağırlıklı kalitelere (EN-GJS-600-3) kadar geniş bir spektrumda, nodül sayısının optimizasyonu için mühendislik algoritmaları ve pratik saha önerileri sunulmaktadır.
1. Sfero Dökme Demir Metalurjisi ve Yeşil Kum Prosesinin Termodinamiği
Sfero dökme demir, endüstriyel literatürde “sünek demir” (ductile iron) olarak da adlandırılan, grafit fazının küresel formda kristalleştiği, çeliğin mekanik mukavemeti ile gri dökme demirin dökülebilirliğini ve sönümleme kapasitesini birleştiren üstün bir mühendislik malzemesidir. Bu malzemenin üretiminde en yaygın kullanılan yöntem olan yeşil kum kalıplama, ekonomikliği ve yüksek üretim hızıyla öne çıkmakla birlikte, ısıl iletkenlik ve soğuma hızı açısından kendine has dinamiklere sahiptir.
1.1. Yeşil Kum Kalıplama Sisteminin Termal Karakteristiği
Yeşil kum, temel olarak silis kumu (SiO2), bentonit (kil), su ve karbonlu katkı maddelerinden (kömür tozu) oluşur. Bu sistemin metalurjik sonuçları üzerindeki en belirleyici faktör, kalıbın ısı transfer katsayısıdır. Metalin kalıp içine dolduğu andan itibaren başlayan ısı alışverişi, döküm parçasının nihai mikroyapısını belirler.
Yeşil kumun termal difüzivitesi , kuru kum veya reçineli kum sistemlerine göre farklılık gösterir. İçerdiği nemin (H2O) buharlaşma entalpisi, döküm-kalıp arayüzeyinde ani ve yüksek bir ısı çekişine (chilling effect) neden olur. Bu durum, özellikle parça yüzeyinde ince bir kabuk tabakasının oluşmasına ve bu bölgede nodül sayısının merkezden belirgin şekilde yüksek olmasına yol açar. Ancak, buharlaşan nemin oluşturduğu gaz bariyeri ve kum taneleri arasındaki temas direnci, ilerleyen soğuma aşamalarında ısı transfer hızını düşürerek ferritik dönüşüm için gerekli süreyi sağlayabilir.
1.2. Katılaşma Kinetiği ve Chvorinov Kuralı Uygulamaları
Bir döküm parçasının katılaşma süresi (ts), parça geometrisi ve kalıp özellikleri arasındaki ilişkiyi tanımlayan Chvorinov Kuralı ile ifade edilir. Bu kural, nodül sayısı tahminlemesinde kullanılan soğuma hızının türetilmesi için temel teşkil eder.
Matematiksel olarak:
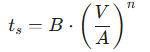
Burada:
- ts: Katılaşma süresi (saniye veya dakika).
- V: Döküm parçasının hacmi (mm^3).
- A: Isı transfer yüzey alanı (mm^2).
- M = V/A$: Katılaşma modülü (Geometrik faktör, mm).
- B: Kalıp sabiti (s/mm^2). Yeşil kum için bu değer, metalin döküm sıcaklığına, kalıbın başlangıç sıcaklığına ve kumun termofiziksel özelliklerine bağlıdır.
- n: Geometri üssü, genellikle 2 olarak kabul edilir (Chvorinov sabiti).
Yeşil kum kalıpta sfero dökme demir için deneysel B katsayısı, alaşımın ötektik sıcaklığı ve gizli ısısı dikkate alındığında, yaklaşık 2.0 – 3.0×10^3 , s/m^2 aralığında değişebilmektedir.
1.2.1. Silindirik Test Çubuğu İçin Katılaşma Hesabı
Talaşlı imalat testlerinde ve kalite kontrol süreçlerinde sıklıkla kullanılan 20 mm çapındaki (D=20 mm) standart bir çekme çubuğunun (test bar) yeşil kumdaki katılaşma davranışını analiz edelim. Çubuğun uzunluğunun çapına göre yeterince büyük olduğunu (L >> D) ve uç etkilerinin ihmal edildiğini varsayalım (sonsuz silindir yaklaşımı).
Modül Hesabı:
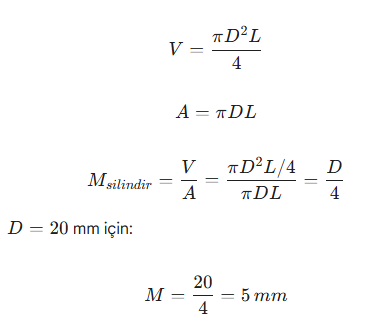
Eğer $B$ sabitini yeşil kum için ortalama bir değer olan 0.6 min/cm^2 (yaklaşık 2.5 s/mm^2) alırsak:

Bu hesaplama, 20 mm çapındaki bir kesitin yeşil kum kalıpta yaklaşık 1 dakika içinde tamamen katılaştığını göstermektedir. Bu süre, metalurjik açıdan “hızlı soğuma” rejimine girmektedir ve bu durum, yüksek nodül sayısının (uygun aşılama ile) habercisidir.
1.2.2. Levha ve Küp Geometrileri İçin Karşılaştırma
Aynı hacme sahip farklı geometrilerin soğuma süreleri, nodül sayısındaki varyasyonun temel nedenidir.
Bir levha (plate) için modül hesabı (L, W >> T):
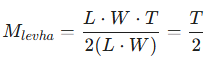
Eğer 20 mm kalınlığında bir levha dökülürse:
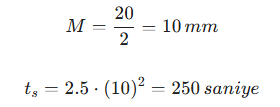
Görüldüğü üzere, aynı karakteristik ölçüye (20 mm) sahip olmalarına rağmen, levha geometrisi silindire göre 4 kat daha yavaş soğumaktadır. Bu durum, levha dökümlerinde nodül sayısının silindirik çubuklara göre daha düşük olacağını ve matris yapısının perlite daha yatkın olabileceğini (veya tam tersi, yavaş soğuma ile ferritleşme zamanı bulabileceğini, ancak segregasyon riskinin arttığını) matematiksel olarak kanıtlamaktadır.
1.3. Soğuma Hızı ve Mikroyapı İlişkisi
Katılaşma süresi (ts) ile soğuma hızı (CR – Cooling Rate) arasında ters orantı vardır. Özellikle katılaşmanın sonundaki soğuma hızı, porozite oluşumu ve grafit morfolojisi açısından kritiktir.
Burada Delta T{kristalleşme}, sıvılaşma (liquidus) ve katılaşma (solidus) sıcaklıkları arasındaki farkı veya ötektik plato süresini temsil eder. Sfero dökme demirlerde, bu aralık dar olabilir ancak ötektik reaksiyon sırasında açığa çıkan gizli ısı (latent heat), “rekalesans” (recalescence) adı verilen bir sıcaklık artışına neden olur. Yüksek nodül sayısı, daha fazla sayıda büyüme merkezi anlamına geldiğinden, rekalesans tepe noktası daha yüksek ve ötektik altı soğuma (undercooling) daha az olur. Bu termodinamik davranış, karbür (chill) oluşum riskini azaltan temel mekanizmadır.
2. Nodül Sayısı: Tanım, Ölçüm ve Etkileyen Faktörler
Nodül sayısı (Nodule Count), birim alan başına düşen grafit küresi sayısı olarak tanımlanır (adet/mm^2) ve sfero dökme demirin kalitesini belirleyen en kritik metalurjik indekslerden biridir. Sadece mekanik özellikleri değil, talaşlı imalat süreçlerindeki takım aşınma dinamiklerini de doğrudan etkiler.
2.1. Nodül Sayısının Belirlenmesi
Standart metalografik incelemelerde (ASTM E2567, ISO 945), parlatılmış numune yüzeyinde 100x büyütmede görülen nodüller sayılır.
- Düşük Nodül Sayısı: < 150 nodül/mm^2(Genellikle kalın kesitlerde).
- Orta Nodül Sayısı: 150 – 300 nodül/mm^2 (İdeal aralık).
- Yüksek Nodül Sayısı: > 350 nodül/mm^2 (İnce kesitlerde veya aşırı aşılama durumunda).
2.2. Nodül Sayısını Etkileyen Değişkenler
Nodül sayısı stokastik bir değişken gibi görünse de, aşağıdaki parametrelerin deterministik bir fonksiyonudur:
- Magnezyum (Mg) Tretman: Sfero yapıcı element olan Mg’nin kalıntı miktarı (residual Mg), grafitin küresel büyümesini sağlar. Yetersiz Mg, vermiküler (solucan) grafite, aşırı Mg ise karbür oluşumuna ve “exploded” (patlamış) grafite yol açabilir.
- Aşılama (Inoculation): FeSi bazlı aşılayıcılar (Ca, Ba, Sr, Ce, Zr katkılı), sıvı metal içinde heterojen çekirdeklenme bölgeleri (nükleasyon siteleri) oluşturur. ve referanslarına göre, karmaşık (Mg,Si,Al)N nitrürleri ve sülfitler ana çekirdeklenme bölgeleridir.
- Soğuma Hızı (Modül Etkisi): Daha hızlı soğuma, çekirdeklenme için itici güç olan aşırı soğumayı (undercooling) artırır.
- Kimyasal Kompozisyon: Kükürt (S) ve Oksijen (O) seviyeleri, çekirdeklenme mekanizması için kritiktir. Çok düşük S (<%0.01) çekirdeklenmeyi zorlaştırabilir.
2.2.1. Nodül Sayısı ve Modül Arasındaki İlişki
Literatürdeki deneysel veriler , nodül sayısı (N) ile modül (M) veya kesit kalınlığı (D) arasında logaritmik veya üssel bir ilişki olduğunu göstermektedir:
Effect of Nodule Count | PDF | Cast Iron | Crystalline Solids
Graphite Nodularity Evaluation in High-Si Ductile Cast Irons – PMC
Burada:
- K: Aşılama etkinliği ve metalurjik kaliteye bağlı katsayı (1000 – 3000 arası).
- x: Geometriye ve kalıp malzemesine bağlı üs (0.5 – 1.0 arası).
Örneğin, iyi aşılanmış bir GJS-400 dökümünde:

Bu ilişki, talaşlı imalat mühendisinin, parçanın hangi bölgesini işlediğine bağlı olarak karşılaşacağı mikroyapıyı tahmin etmesine olanak tanır. Flanşın ince kenarını işlerken 400 nodül/mm^2 ile karşılaşırken, göbek kısmını delerken 150 nodül/mm^2 ile karşılaşacaktır. Bu durum, “Lokasyonel İşlenebilirlik” (Locational Machinability) kavramını doğurur.
3. Matris Mikroyapısının Evrimi ve Nodül Sayısının Rolü
Sfero dökme demirin işlenebilirliği, %90 oranında matris yapısı (Ferrit/Perlit oranı) ve sertliği tarafından belirlenir. Nodül sayısı, karbon difüzyon kinetiğini değiştirerek matris yapısını doğrudan kontrol eder.
3.1. Karbon Difüzyon Modeli ve Ferritleşme
Katılaşma sonrası ötektoid dönüşüm aralığında (723 C – 740C), ostenit (gamma) fazı ferrite (alpha) veya perlite (Fe3C + alpha) dönüşür. Kararlı denge diyagramına göre nihai yapı ferrit ve grafit olmalıdır. Ancak bu dönüşüm, karbon atomlarının ostenitten ayrılıp en yakın grafit nodülüne difüze olmasını gerektirir.
Difüzyon mesafesi (lambda), nodüller arası mesafe ile ilişkilidir:

- Yüksek Nodül Sayısı : Nodüller birbirine yakındır. Difüzyon yolu ($\lambda$) kısadır. Karbon atomları kısa sürede grafite ulaşır ve ostenit, nodül etrafında “Bull’s Eye” (Öküz Gözü) ferrit halkaları oluşturarak dönüşür. Bu halkalar büyüyüp birleşerek matrisi tamamen ferritik yapar.
- Düşük Nodül Sayısı : Difüzyon yolu uzundur. Soğuma hızı difüzyon hızından yüksekse, karbon atomları grafite ulaşamaz. Ostenit içinde hapsolan karbon, sementit (Fe3C) lamelleri şeklinde çökelerek perliti oluşturur.
Metalurjik Sonuç: Diğer alaşım elementleri (Cu, Mn, Sn) sabit tutulduğunda, nodül sayısı arttıkça ferrit oranı artar, perlit oranı azalır ve malzeme sertliği düşer. Bu, sfero dökme demirlerde “daha çok nodül = daha yumuşak malzeme” paradigmasının temelidir.
3.2. Sertlik Tahmin Modeli
Brinell Sertliği (HB), mikroyapısal bileşenlerin bir fonksiyonu olarak modellenebilir:

3.3. Yüksek Silisyum Alaşımlı Sferolar (SSDI)
Geleneksel ferritik/perlitik sferoların aksine, yeni nesil katı eriyik sertleştirmeli (Solid Solution Strengthened) ferritik sfero dökme demirler (örn. EN-GJS-500-14, GJS-600-10) sadece Silisyum (%3.0 – %4.3) ile mukavemetlendirilir. Bu malzemelerde yapı %100 ferritiktir.
Burada nodül sayısı artışı, ferrit tane boyutunu küçülterek (Hall-Petch etkisi) akma mukavemetini artırır, ancak işlenebilirliği geleneksel anlamda (sertlik artışı nedeniyle) zorlaştırabilir. Yine de, perlit içermedikleri için takım ömrü varyasyonları daha azdır.
4. Talaşlı İmalat Mekaniği ve İşlenebilirlik Analizi
İşlenebilirlik (Machinability); takım ömrü, kesme kuvvetleri, yüzey pürüzlülüğü ve talaş kontrolü parametrelerinin bir bileşkesidir. Sfero dökme demirde nodül sayısı, bu parametrelerin her birini farklı mekanizmalarla etkiler.
4.1. Talaş Oluşum Mekanizması ve Grafitin Rolü
Sfero dökme demir işlenirken “kesintili” (discontinuous) veya “yarı-sürekli” talaş oluşumu gözlenir. Grafit nodülleri, metal matris içinde süreksizlikler yaratarak mikro-çentik etkisi gösterir. Kesici takım malzemeye daldığında, kesme düzlemindeki (shear plane) gerilmeler grafit nodüllerinde yoğunlaşır ve matrisin bu noktalardan yırtılmasını/kırılmasını sağlar.
- Yüksek Nodül Sayısı: Kırılma noktaları sık aralıklıdır. Talaşlar küçük segmentler halinde (virgül şeklinde) kolayca kırılır. Talaş kırıcılığı mükemmeldir.
- Düşük Nodül Sayısı: Kırılma noktaları seyrektir. Talaşlar uzama eğilimi gösterir, daha sünektir ve takım yüzeyine sarılma riski taşır.
4.2. Tribolojik Etki: Kuru Yağlama
Kesme işlemi sırasında nodüllerden açığa çıkan grafit, takımın talaş yüzeyi (rake face) üzerinde ince bir film tabakası oluşturur. Grafitin katmanlı kristal yapısı, düşük kayma mukavemetine sahiptir ve mükemmel bir katı yağlayıcıdır.
- Sürtünme Katsayısı (u): Yüksek nodül sayısı –> Daha fazla yüzey grafit oranı –> Daha düşük sürtünme katsayısı.
- Bu durum, kesme ısısının azalmasına ve adhezif aşınmanın (Built-Up Edge – BUE) engellenmesine yardımcı olur.
Improving the Wear Properties of Ductile Iron by Introducing Ultrafine Graphite Nodules
4.3. Spesifik Kesme Kuvveti (kc) ve Güç Tüketimi
| Malzeme (Tipik) | Sertlik (HB) | kc1.1 (N/mm2) |
| GJS-400-18 (Yüksek Nodül) | 160 | ~1300 |
| GJS-500-7 (Orta Nodül) | 190 | ~1550 |
| GJS-600-3 (Düşük Nodül/Perlitik) | 240 | ~1850 |
| Gri Dökme Demir (GJL-250) | 200 | ~1100 |
Not: Gri dökme demirin kuvveti, lamellerin çatlak ilerletici etkisi nedeniyle sferodan daha düşüktür.
5. Takım Ömrü Modellemesi ve Taylor Denklemi
Takım ömrü (T), üretim ekonomisinin en önemli parametresidir. F.W. Taylor tarafından geliştirilen denklem, kesme hızı (Vc) ile ömür arasındaki ilişkiyi tanımlar.
- n (Taylor Üssü): Takım malzemesinin ısıya ve aşınmaya direncini gösterir. Karbür uçlar için sfero dökme demirde 0.20 – 0.35 arasındadır.
- C (Taylor Sabiti): T=1 dakika için kesme hızıdır. İşlenen malzemenin işlenebilirliğini temsil eder.
5.1. Nodül Sayısının Taylor Sabitlerine Etkisi
Nodül sayısının (N) Taylor katsayıları üzerindeki etkisi karmaşıktır ve iki karşıt mekanizma tarafından yönetilir:
- Matris Yumuşaması (Pozitif Etki): N artar –> Ferrit artar –> Sertlik düşer –> C sabiti ARTAR.
- Abrasif İnklüzyonlar (Negatif Etki): Yüksek nodül sayısı elde etmek için yapılan yoğun aşılama (FeSi), matris içinde abrasif oksit ve silikat kalıntılarını artırabilir. Ayrıca, çok küçük nodüllerin yüzey alanı arttıkça takım ucuna binen mikro-darbe frekansı artar. Bu durum abrasif aşınmayı (Flank wear) hızlandırabilir.
Genel Mühendislik Kabulü: Temiz bir metalurji ile üretilmiş sfero dökme demirlerde, nodül sayısı artışı (perlitin azalması şartıyla) takım ömrünü uzatır.
5.1.1. GJS-400 vs GJS-600 Taylor Analizi
Aşağıdaki tablo, tipik kaplamalı karbür (TiAlN/Al2O3) uçlar kullanılarak yapılan tornalama operasyonları için literatürden derlenen verileri göstermektedir.
| Malzeme | Mikroyapı | Sertlik (HB) | n | C (m/dak) | Önerilen Vc (T=15 dk) |
| GJS-400-18 | Ferritik, Yüksek Nodül | 150-170 | 0.28 | 480 | ~225 |
| GJS-500-7 | Ferrit+Perlit | 180-220 | 0.25 | 390 | ~198 |
| GJS-600-3 | Perlitik+Ferrit | 230-260 | 0.22 | 310 | ~170 |
| GJS-700-2 | Tam Perlitik | 260-300 | 0.18 | 240 | ~147 |
Hesaplama Örneği:
Bir CNC tornada GJS-600 işlendiğini ve takım ömrünün 15 dakika olduğunu varsayalım (Vc = 170 m/dak). Dökümhane proses değişikliği ile malzeme GJS-400’e (daha yüksek nodül, ferritik) çevrilirse, aynı takım ömrü için kesme hızı ne kadar artırılabilir?

Sonuç: Malzeme değişiminden kaynaklanan işlenebilirlik artışı, kesme hızında %32’lik bir artış potansiyeli sağlar. Veya hız sabit tutulursa (170 m/dak), takım ömrü:

Takım ömrü 2.6 katına çıkar.
5.2. Genişletilmiş Taylor Denklemi
Sadece kesme hızı değil, ilerleme (f) ve paso derinliği (ap) de denkleme dahil edilmelidir:

Dökme demirlerde, yüzeydeki döküm kabuğu (casting skin) etkisi nedeniyle ap üssü önemlidir. Kabuk altı (temiz) bölgede nodül sayısı daha homojendir. Ancak kabuk bölgesinde (ilk 1-2 mm), nodül sayısı çok yüksek olsa da, kum kalıntıları abrasif aşınmayı dramatik şekilde artırır. Bu nedenle, ilk pasoda (roughing) takım ömrü denklemi, nodül sayısından çok yüzey temizliğine bağlıdır.
6. Pratik Saha Uygulamaları ve Hesaplama Senaryoları
Bir üretim mühendisi olarak, teorik bilgiyi sahada nasıl kullanacağımızı senaryolar üzerinden inceleyelim.
Senaryo 1: 50 mm Çapında Şaft İşleme (Merkez vs Yüzey)
Durum: 50 mm çapında bir sfero dökme demir şaft yeşil kumda dökülmüştür. Parçanın yüzeyinden 2 mm paso alınıyor ve ardından merkezine delik deliniyor.
Analiz:
- Yüzey (Dış Çap): Hızlı soğuma –> Yüksek Nodül (~300/mm^2) –> Ferritik Matris.
- Takım: Tornalama ucu.
- Beklenti: İyi talaş kontrolü, düşük kuvvetler. Ancak yüzeydeki kum yanığı için düşük hız veya tokluğu yüksek (P30-P40 sınıfı) karbür uç kullanılmalı.
- Merkez (Core): Yavaş soğuma (Modül yüksek) –> Düşük Nodül (~150/mm^2) –> Olası Perlit oluşumu veya tane sınırı segregasyonu.
- Takım: Matkap (U-Drill).
- Beklenti: Düşük nodül sayısı nedeniyle talaşlar daha uzun çıkabilir. Matris daha sert olabilir. Delme sırasında tork dalgalanmaları yaşanabilir.
Senaryo 2: İnce Cidarlı (Thin Wall) Parça İşleme
Durum: 5 mm et kalınlığına sahip bir gövde parçası.
Analiz:
- Soğuma: Çok hızlı (Modül 2.5 mm).
- Nodül Sayısı: Çok yüksek (>500/mm^2).
- Risk: Eğer aşılayıcı miktarı yetersizse veya Si düşükse, bu kadar hızlı soğuma “Karbür” (Chill) oluşumuna neden olur.
- İşlenebilirlik: Karbür varsa takım anında kırılır. Karbür yoksa, çok yüksek nodül sayısı matrisi tamamen ferritik yapar ancak sertlik çok düşük olduğu için “sıvanma” (adhesion) sorunu ve BUE oluşumu riski artar.
- Çözüm: Kesme hızını artırarak (Vc > 250 m/dak) BUE bölgesinden çıkmak ve TiAlN kaplamalı takımlar kullanmak.
7. Yeşil Kum Proses Kontrolü ve İşlenebilirlik İçin Öneriler
Dökümhane parametrelerinin talaşlı imalat verimliliğine doğrudan etkisi vardır. Aşağıdaki parametreler optimize edilmelidir:
7.1. Kalıp Sertliği ve Nem Oranı
- Yüksek Kalıp Sertliği: Boyutsal kararlılığı artırır, işleme paylarını azaltır. Bu da takımın boşta gezme süresini (air cutting) veya aşırı paso alma zorunluluğunu ortadan kaldırır.
- Nem Oranı: İdeal nem (%3.0-3.5) ısı transferini optimize eder. Aşırı nem, yüzeyde “pinhole” (iğne deliği) porozitelerine yol açar. Bu poroziteler, kesintili kesme etkisi yaratarak takım ömrünü kısaltır.
7.2. Shake-Out (Kalıp Bozma) Zamanlaması
Parçanın kalıptan ne zaman çıkarıldığı, “ısıl işlem” etkisi yaratır.
- Erken Bozma (>750^C): Parça havada hızlı soğur. Ostenit –> Perlit/Beynit dönüşümü tetiklenir. Malzeme sertleşir, işlenebilirlik düşer.
- Geç Bozma (<600^C): Parça kum içinde yavaş soğur (Ferritik tavlama etkisi). Matris ferritleşir, nodül sayısı etkisini tam gösterir, işlenebilirlik maksimize edilir.
Mühendislik Kuralı: İşlenebilirlik öncelikliyse, parçayı 650 C’nin altına inene kadar kumda bekletin (In-mold cooling).
8. Sonuç
Bu raporda sunulan detaylı analizler, yeşil kum kalıpta üretilen sfero dökme demirlerde nodül sayısının, takım ömrü denkleminin en önemli “gizli değişkeni” olduğunu ortaya koymaktadır.
- Metalurjik Determinizm: Nodül sayısı, soğuma hızının ve aşılamanın bir sonucudur. Yüksek nodül sayısı, karbon difüzyonunu hızlandırarak ferritik (yumuşak) matrisi teşvik eder.
- Takım Ömrü Kazancı: Perlitik bir yapıdan ferritik yapıya geçiş (nodül sayısının artışı ile), takım ömründe %200-%400 oranında artış sağlayabilir. Taylor sabiti C, malzeme sertliğiyle ters orantılı olarak değişir.
- Optimum Aralık: Talaşlı imalat için ideal nodül sayısı, kesit kalınlığına bağlı olarak 200 – 350 \, nodül/mm^2 aralığındadır. Bu aralık, mekanik mukavemet ile işlenebilirlik arasındaki en iyi dengeyi (trade-off) sunar.
- Entegre Süreç Yönetimi: Dökümhane ve Talaşhane birbirinden bağımsız çalışamaz. Dökümdeki soğuma simülasyonları (modül hesapları), talaşhanedeki takım ömrü tahminlerinde girdi olarak kullanılmalıdır.
Sonuç olarak, nodül sayısının kontrolü ve homojenizasyonu, sadece parça kalitesini değil, toplam üretim maliyetini (Total Cost of Ownership) düşüren en etkili mühendislik stratejilerinden biridir.
Tablo 1: Sfero Dökme Demir İşlenebilirlik Parametrelerinin Karşılaştırılması
| Özellik | GJS-400 (Ferritik) | GJS-500 (Ferrit/Perlit) | GJS-600 (Perlitik) |
| Matris Yapısı | >%90 Ferrit | %50-80 Ferrit | <%40 Ferrit |
| Tipik Nodül Sayısı | 250 – 400 | 200 – 300 | 150 – 250 |
| Sertlik (HB) | 130 – 175 | 170 – 230 | 230 – 280 |
| Spesifik Kesme Kuvveti (kc) | 1300 N/mm^2 | 1550 N/mm^2 | 1800 N/mm^2 |
| Taylor n Üssü (Karbür) | 0.28 – 0.32 | 0.25 – 0.28 | 0.20 – 0.25 |
| İşlenebilirlik İndeksi (%) | 100 (Referans) | 70 – 80 | 50 – 60 |
| Önerilen Kesme Hızı (Vc) | 250 – 350 m/dak | 200 – 280 m/dak | 150 – 220 m/dak |
Tablo 2: Taylor Takım Ömrü Hesaplama Matrisi (T = 15 dk için)
| Malzeme | Kesme Hızı (V15) | Hız %10 Artırılırsa Ömür (Tyeni) | Hız %10 Azaltılırsa Ömür (Tyeni) |
| GJS-400 | 280 m/dak | ~10.5 dk | ~21.5 dk |
| GJS-600 | 170 m/dak | ~9.8 dk | ~23.0 dk |
Not: Perlitik malzemeler (GJS-600), termal şoklara karşı daha hassastır, bu nedenle hız değişimlerine verdikleri ömür tepkisi daha keskindir.