Özet
Yeşil kum (green sand) döküm teknolojisi ile üretilen Gri Dökme Demir/GJL, Sfero Dökme Demir/GJS ve Alaşımlı Dökme Demirler talaşlı imalat süreçlerinin optimizasyonunu mühendislik perspektifiyle ele almaktadır. Dökümhane kaynaklı değişkenlerin (yüzey morfolojisi, mikroyapısal faz dağılımları, kum inklüzyonları) kesme mekaniği üzerindeki etkilerini analiz etmek ve bu veriler ışığında en uygun kesici uç (insert) makro/mikro geometrisini, substrat özelliklerini ve tribolojik kaplama (CVD/PVD) mimarisini belirlemektir.
Analizler, Taylor Takım Ömrü Denklemi, Kienzle Özgül Kesme Kuvveti formülasyonları ve termodinamik kesme modelleri üzerine kurgulanmıştır. Döküm yüzeyindeki “kabuk etkisi” (skin effect), mikroyapıdaki grafit morfolojisinin (lamel vs. küresel) talaş oluşum mekaniğine etkisi ve modern kaplama katmanlarının (Al2O3, TiCN, AlCrN) termal bariyer performansları detaylandırılmıştır.
1. Yeşil Kum Döküm Prosesinin Metalürjik ve Yüzey Karakteristiği
Talaşlı imalat operasyonunun başarısı, henüz kesici uç malzemeye temas etmeden önce, dökümhane sürecinde oluşan malzeme karakteristiğinin doğru analiz edilmesiyle başlar. Yeşil kum kalıplama, bentonit, su, kömür tozu ve silis kumunun karışımıyla elde edilen kalıpların kullanıldığı, endüstrinin en yaygın yöntemidir. Ancak bu yöntem, talaşlı imalat mühendisleri için “Döküm Kabuğu” (Casting Skin) adı verilen, temel malzemeden (matrix) dramatik şekilde farklı özellikler gösteren bir yüzey tabakası oluşturur.
1.1. Döküm Kabuğu (Casting Skin) Morfolojisi ve İşlenebilirliğe Etkileri
Döküm kabuğu, sıvı metalin nemli kalıp duvarına temas ettiği anda başlayan karmaşık fizikokimyasal reaksiyonların ürünüdür. Bu bölgenin işlenmesi, homojen iç yapının işlenmesinden tamamen farklı bir tribolojik yaklaşım gerektirir.
1.1.1. Mikroyapısal Gradyan ve Sertlik Değişimi
Sıvı metal kalıba dolduğunda, kalıp duvarındaki ani ısı transferi (chill effect) nedeniyle yüzeyde hızlı bir katılaşma gerçekleşir. Bu hızlı soğuma, özellikle ince cidarlı dökümlerde veya köşelerde metastabil bir yapı oluşumuna neden olabilir. Normalde gri veya sfero dökme demirde karbonun grafit (C) olarak çökelmesi beklenirken, yüzeydeki hızlı soğuma karbonun demir ile birleşerek Demir Karbür (Fe3C – Sementit) oluşturmasına yol açabilir. Bu fenomene “ters döküm” veya “beyaz döküm tabakası” (chilled iron) adı verilir.
Sementit fazı, yaklaşık 900-1100 HV (Vickers) sertliğe sahiptir ve kesici takımlar için son derece aşındırıcıdır. Standart bir GGG50 sfero dökümün matris sertliği 170-220 HB (Brinell) iken, yüzeydeki 1-2 mm’lik sementitli kabuk bölgesinde bu değer yerel olarak çok daha yüksektir. Talaşlı imalat sırasında kesici uç bu sert fazlara çarptığında, “mikro-kırılma” (micro-chipping) mekanizması devreye girer. Bu nedenle, döküm kabuğunu kaldıracak ilk paso (“kaba talaş”), malzemenin nominal sertliğine göre değil, kabuk sertliğine göre seçilen daha tok (tough) bir kesici uç ile yapılmalıdır.
1.1.2. Dekarbürizasyon ve Ferritik Çeper
Yeşil kum kalıplarda nemin buharlaşmasıyla oluşan oksidatif atmosfer, döküm yüzeyindeki karbonu oksitleyerek uzaklaştırabilir. Bu durum, yüzeyde karbonca fakir, saf ferritten oluşan yumuşak bir tabaka yaratır. Ferrit, yumuşak (yaklaşık 80-100 HB) ancak son derece sünek ve yapışkan bir fazdır. Özellikle sfero dökümlerde (GGG40), bu ferritik yüzey, kesici ucun talaş açısı yüzeyine (rake face) yapışarak “Talaş Yığılması” (Built-Up Edge – BUE) oluşumuna neden olur. BUE, kesici kenarın geometrisini bozar, yüzey kalitesini düşürür ve koptuğunda kesici kenardan parça kopararak takım ömrünü bitirir. Dolayısıyla döküm kabuğu, hem aşırı sert (sementit) hem de aşırı yapışkan (ferrit) bölgeleri aynı anda barındırabilen kaotik bir yapıdır.
1.2. Kalıp Kaynaklı İnklüzyonlar: Silika (SiO2) Tehdidi
Yeşil kum kalıplamanın talaşlı imalata en büyük negatif etkisi, kum inklüzyonlarıdır. Kalıp erozyonu, türbülanslı metal akışı veya kalıp kapama sırasındaki hatalar nedeniyle serbest kalan kum taneleri, sıvı metalin içine sürüklenir. Silis kumu (SiO2), yaklaşık 1600-1700 HV sertliğinde olup, çoğu kesici uç kaplamasından (TiN, TiAlN) daha serttir veya onlara yakındır.
Bu inklüzyonlar genellikle yüzeyin hemen altında hapsolur. Kesici uç bu inklüzyonlara temas ettiğinde, abrazif (aşındırıcı) aşınma hızı logaritmik olarak artar. Ayrıca, büyük kum taneleri kesici kenarda “çentik aşınması” (notch wear) oluşturur. Çentik aşınması, kesici kenarda gerilim konsantrasyonu yaratarak ucun katastrofik (ani ve tam) kırılmasına yol açar. Bu mekanizma, PVD kaplamalar gibi ince filmlerin yetersiz kalmasına neden olur; zira abrazif parçacıklar ince kaplamayı hızla delip alt yapıya (substrat) ulaşır. Bu nedenle yeşil kum döküm parçaların kaba işlemesinde kalın CVD kaplamalar tercih edilme sebebidir.
1.3. Boyutsal Toleranslar ve Paso Derinliği Değişkenliği
Yeşil kum döküm, kabuk kalıplama veya hassas döküme göre daha geniş toleranslara sahiptir (ISO 8062 standardına göre CT10-CT12 sınıfı). Bu boyutsal değişkenlik, talaşlı imalatta “Değişken Paso Derinliği” (ap) problemini doğurur.
Mühendislik açısından bu durum, kesme kuvvetlerinde dinamik dalgalanmalar anlamına gelir. Örneğin, 3 mm nominal paso derinliği (Depth of Cut – DOC) ile işlenen bir yüzeyde, döküm hatası veya kalıp şişmesi nedeniyle paso aniden 5 mm’ye çıkabilir veya 1 mm’ye düşebilir.
- Paso Artışı: Kesme kuvveti (Fc) lineer olarak artar, tezgah tork limiti zorlanır ve kesici uç üzerine binen mekanik yük artar.
- Paso Düşüşü: Eğer paso derinliği, kesici ucun burun radyüsünün (r epsilon) altına düşerse veya döküm kabuğunun içinde kalırsa, “ezme” (rubbing/ploughing) mekanizması başlar. Bu durum ısıyı dramatik şekilde artırır ve yüzey sertleşmesine (work hardening) yol açar.
Bu nedenle, yeşil kum döküm parçaların kaba işlemlerinde seçilecek kesici ucun “Kesme Kenarı Dayanımı” (Edge Line Security), nominal değerlerin ötesindeki şok yükleri karşılayabilecek kapasitede olmalıdır.
2. Dökme Demir Malzeme Gruplarının Talaşlı İmalat Dinamikleri
Sfero , pik ve alaşımlı dökme demirler, mikroyapılarındaki grafit formuna ve matris yapısına göre (Ferritik, Perlitik, Martenzitik) işlenebilirlik açısından büyük farklılıklar gösterir. Bir uzman olarak, “Dökme Demir” genel terimi yerine, malzemenin spesifik metalürjik kimliğini analiz etmek şarttır.
2.1. Gri Dökme Demir (Pik – Gray Cast Iron – GG/GJL)
Gri dökme demir (örneğin GG25, GG30), grafitin “lamel” (flake) formunda bulunduğu, yüksek basma dayanımına ve titreşim sönümleme kapasitesine sahip bir malzemedir.
- Talaş Oluşum Mekanizması: Grafit lamelleri, metal matris içinde doğal süreksizlikler ve gerilim konsantrasyon noktaları oluşturur. Kesici uç malzemeye daldığında, kesme düzlemindeki gerilim grafit lamelleri boyunca ilerler ve talaşın kırılmasını sağlar. Bu nedenle gri dökme demir, “kısa, kırılgan ve toz formunda” talaş verir. Talaş kırıcı (chip breaker) geometrisine ihtiyaç minimumdur.
- Tribolojik Etki: Grafit, kesme zonunda mükemmel bir katı yağlayıcı görevi görür. Bu, takım-talaş arayüzeyindeki sürtünme katsayısını düşürür. Ancak, gri dökme demirdeki fosfit ötektiği (Steadit) ve olası kum kalıntıları, aşınma mekanizmasını Aşındırıcı (Abrasive) Aşınma yönüne kaydırır.
- Termal Karakteristik: Talaşların kısa olması nedeniyle, kesme ısısının büyük bir kısmı talaşla atılamaz; takım ve iş parçası üzerinde kalır. Bu durum, kesici uçta yüksek termal yükler oluşturur. Bu yüzden gri dökme demir işlemede “Sıcak Sertlik” (Hot Hardness) en kritik parametredir.
2.2. Sfero Dökme Demir (Nodüler – Ductile Iron – GGG/GJS)
Sfero dökme demir (örneğin GGG40, GGG50, GGG60), sıvı metale Magnezyum (Mg) veya Seryum (Ce) aşılanarak grafitin küresel (nodule) forma dönüştürüldüğü yapıdır.
- Talaş Oluşum Mekanizması: Küresel grafitler, matrisin sürekliliğini lamel grafit kadar bozmaz. Bu sayede malzeme çeliğe benzer bir süneklik ve çekme dayanımı kazanır. Talaşlı imalatta bu durum, uzun ve sürekli talaş oluşumuna neden olur. Sfero döküm tornalamada en büyük problemlerden biri talaş kontrolüdür; talaşlar takıma veya aynaya sarılabilir.
- Mikroyapısal Farklılıklar (GGG40 vs. GGG60):
- GGG40 (Ferritik): Matris büyük oranda ferrittir. Yumuşak ve yapışkandır. Temel problem Adhezyon (Yapışma) Aşınması ve BUE oluşumudur. Kesici kenarda “sıvanma” görülür.
- GGG60/70 (Perlitik): Matris perlit (ferrit+sementit lamelleri) ağırlıklıdır. Daha sert ve mukavemetlidir. Aşındırıcı etkisi yüksektir ve kesme kuvvetleri GGG40’a göre %20-30 daha fazladır. Isı üretimi daha yüksektir.
- İşlenebilirlik İndeksi: Sfero dökme demirlerin işlenebilirliği, aynı sertlikteki gri dökme demire göre daha düşüktür. Bunun nedeni, yüksek süneklik nedeniyle talaş kaldırmak için gereken enerji miktarının (plastik deformasyon enerjisi) daha fazla olmasıdır.
2.3. Alaşımlı ve Vermiküler (CGI) Dökme Demirler
Krom (Cr), Molibden (Mo), Nikel (Ni) ilaveli dökme demirler, matris içinde sert karbürlerin oluşumunu teşvik eder. Vermiküler grafitli dökme demir (Compacted Graphite Iron – CGI), gri ve sfero arasında bir özellik gösterir; yüksek mukavemet ve termal iletkenlik sunar ancak işlenebilirliği gri dökme demire göre çok daha kötüdür.
- Zorluklar: Alaşım elementleri (özellikle Cr ve V), M7C3 tipi sert karbürler oluşturur. Bu karbürler, kesici uç üzerinde mikro-darbeler yaratarak hızlı aşınmaya neden olur. Bu tür malzemelerde kesme hızları (vc) dramatik şekilde düşürülmelidir.
3. Mühendislik Hesaplamaları: Kesme Kuvvetleri ve Güç Modelleri
Talaşlı imalat sürecinin optimize edilmesi, sadece “deneme-yanılma” yöntemiyle değil, fiziksel modeller ve matematiksel hesaplamalarla yapılmalıdır. Bu bölümde, kesici uç seçimini etkileyen temel kuvvet ve güç formülasyonları analiz edilecektir.
3.1. Özgül Kesme Kuvveti (kc) ve Kienzle Denklemi
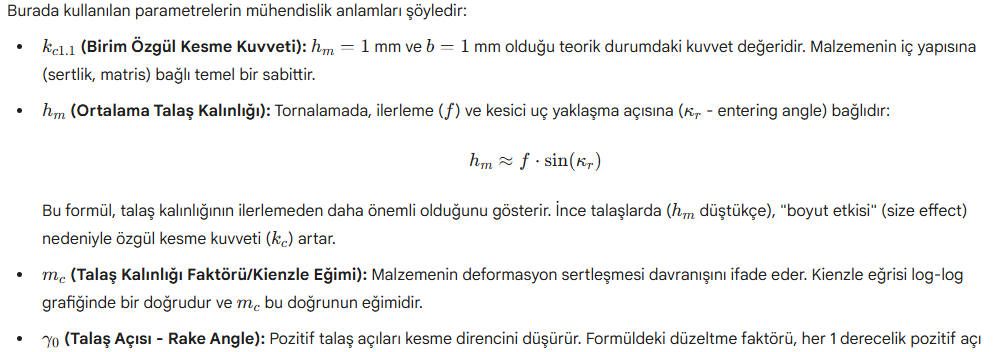
Özgül kesme kuvveti (kc), 1 mm^2 kesit alanına sahip bir talaşı kaldırmak için kesme yönünde uygulanması gereken teğetsel kuvvettir (N/mm^2 veya MPa). Bu değer sabit değildir; talaş kalınlığına (hm) ve malzeme özelliklerine bağlı olarak değişir.
Kienzle denklemi, bu ilişkiyi şu şekilde modeller:
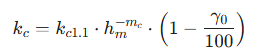
artışının kuvveti yaklaşık %1-1.5 düşürdüğünü ifade eder.
n2.pdf // Specific cutting force
Dökme Demirler İçin Referans kc Değerleri
Aşağıdaki tablo, araştırma verilerinden derlenen , farklı dökme demir türleri için referans mühendislik değerlerini sunmaktadır. Bu veriler, güç hesaplamalarında temel teşkil eder.
| Malzeme Tanımı (DIN / ISO) | Matris Yapısı | Sertlik (HB) | kc1.1 (N/mm2) | mc Faktörü | Yorum |
| GG25 (GJL-250) | Perlitik/Ferritik | 180-220 | 1150 – 1350 | 0.28 | İyi işlenebilir, standart ref. |
| GG30 (GJL-300) | Perlitik | 220-260 | 1350 – 1500 | 0.28 | Daha yüksek kuvvet, sert matris. |
| GGG40 (GJS-400-15) | Ferritik | 150-180 | 1200 – 1300 | 0.25 | Düşük kuvvet, ancak yapışma yüksek. |
| GGG50 (GJS-500-7) | Ferritik/Perlitik | 170-230 | 1350 – 1550 | 0.26 | Geçiş malzemesi, dengeli. |
| GGG60 (GJS-600-3) | Perlitik | 220-260 | 1500 – 1700 | 0.28 | Yüksek kuvvet, yüksek ısı. |
| GGG70 (GJS-700-2) | Perlitik | 260-300 | 1700 – 1900 | 0.28 | Çelik benzeri kuvvetler. |
| Beyaz Döküm (White Iron) | Sementit/Karbür | >400 | 2500 – 3500 | 0.22 | Aşırı yüksek, CBN/Seramik şart. |
Analiz: Tablodan görüldüğü üzere, GGG60 işlemesi sırasında tezgaha binen yük, GG25’e göre yaklaşık %25-30 daha fazladır. Bu durum, özellikle yeşil kum dökümdeki tolerans sapmalarıyla birleştiğinde (paso derinliğinin aniden artması), motor gücünün yetersiz kalmasına neden olabilir.
3.2. Kesme Gücü (Pc) ve Tork (Mc) Hesaplaması
Tezgahın sınırlarını belirlemek ve uygun motor yükünü seçmek için net güç hesaplanmalıdır.
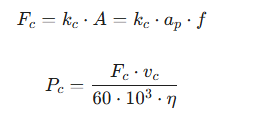
Burada:
- Fc: Teğetsel kesme kuvveti (Newton).
- Pc: Net güç gereksinimi (kW).
- vc: Kesme hızı (m/dak).
- n: Makine verimliliği (genellikle 0.75 – 0.85 arası alınır).
Senaryo Analizi:
Yeşil kum kalıpta üretilmiş bir GGG60 parçanın kaba tornalanması (Roughing).
- Kesme Hızı (vc): 180 m/dak
- Paso Derinliği (ap): 4 mm (Döküm kabuğunun altına inmek için derin paso).
- İlerleme (f): 0.35 mm/devir.
- Malzeme: GGG60 (k{c1.1} = 1600 MPa, mc = 0.28).
- Uç: Negatif geometri (gamma_0 = -6 derece ).
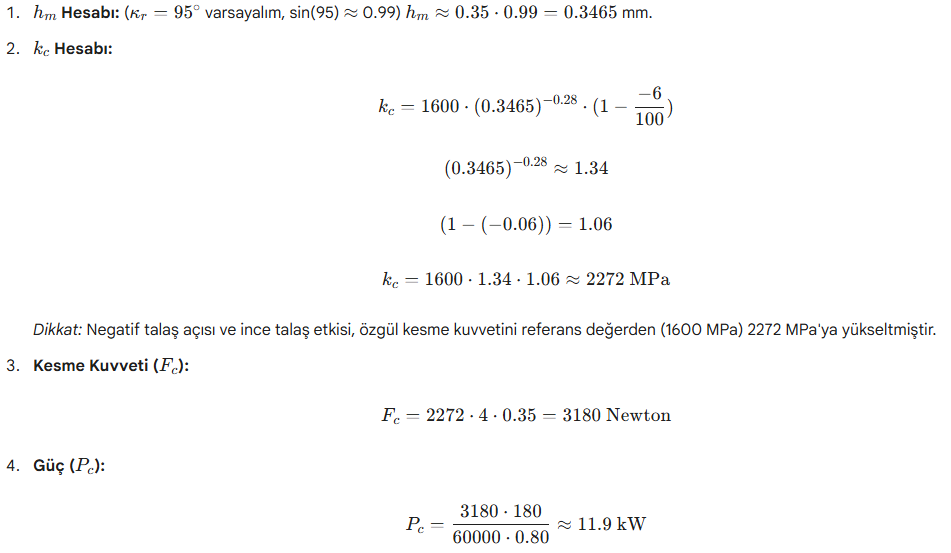
Sonuç: Bu operasyon için sürekli güç çıkışı en az 12 kW olan bir CNC torna gereklidir. Eğer atölyedeki tezgah 7.5 kW ise, ya vc 110 m/dak’ya düşürülmeli ya da paso derinliği azaltılmalıdır (fakat paso derinliği döküm kabuğu kalınlığının altına düşmemelidir).
4. Kesici Uç (Insert) Substrat ve Kaplama Teknolojileri
Dökme demirlerin işlenmesinde kullanılan modern kesici takımlar, kompozit yapılardır. Performans, “Semente Karbür Alt Yapı” (Substrat) ve “Yüzey Kaplaması” (Coating) arasındaki sinerjiye bağlıdır.
4.1. Semente Karbür (WC-Co) Substrat Seçimi
Karbür uçlar, Tungsten Karbür (WC) sert fazı ile Kobalt (Co) bağlayıcı fazının sinterlenmesiyle üretilir. Yeşil kum döküm malzemeler için substrat seçiminde “Sertlik vs. Tokluk” dengesi esastır.
- ISO K10 (Düşük Co, İnce Tane): Yüksek sertlik, düşük tokluk. Homojen yapılı, temiz yüzeyli Gri Dökme Demirlerin (GG) sürekli tornalanması için uygundur. Aşınma direnci mükemmeldir ancak darbeye gelmez.
- ISO K20-K30 (Yüksek Co, Kaba Tane): Yeşil kum dökümün doğasında var olan kum inklüzyonları, döküm kabuğu darbeleri ve değişken paso derinlikleri için ideal bölgedir. Artırılmış kobalt oranı, çatlak ilerlemesini durdurur (crack bridging). Sfero döküm (GGG) kaba işleme operasyonlarının vazgeçilmezidir.
4.2. Kaplama Teknolojileri: CVD vs. PVD
Dökme demir işlemede kaplama seçimi, “Termal Kalkanlama” ile “Kesici Kenar Mukavemeti” arasındaki tercihtir.
4.2.1. CVD (Chemical Vapor Deposition) – Kimyasal Buhar Biriktirme
CVD, 900-1050°C sıcaklıklarda gaz fazındaki kimyasalların reaksiyonu ile oluşturulur. Genellikle 10-25 um toplam kalınlığa sahip çok katmanlı (multilayer) yapılar sunar.
- Tipik Katman Yapısı: TiN (Sarı, sürtünme azaltıcı) / Al2O3 (Siyah/Gri, termal bariyer) / TiCN (Gri, aşınma direnci).
- Kritik Özellik (Al2O3 Katmanı): Alüminyum oksit, seramiktir ve ısıl iletkenliği çok düşüktür. Gri dökme demir işlemede oluşan yüksek ısının (ki talaşla atılamaz) karbür substrata geçmesini engeller. Bu, substratın yumuşamasını (plastik deformasyon) önler.
- Yeşil Kum Döküm İçin Uygunluk:
- Avantajı: Döküm kabuğundaki kum inklüzyonlarına karşı kalınlığı sayesinde mükemmel abrazif direnç sağlar. Kaba tornalamada (Roughing) birincil tercihtir.
- Dezavantajı: Kaplama prosesi sırasında soğuma farkından dolayı “çekme gerilmesi” (tensile stress) oluşur. Bu, kaplamanın tokluğunu düşürür. Bu yüzden CVD uçların kesici kenarları keskin bırakılmaz, mutlaka “honlama” (radyüs) işlemi uygulanır.
4.2.2. PVD (Physical Vapor Deposition) – Fiziksel Buhar Biriktirme
PVD, 400-600°C gibi daha düşük sıcaklıklarda, iyon bombardımanı (Sputtering/Arc) ile yapılır. 2-5 um kalınlığındadır.
- Tipik Kaplamalar: TiAlN, AlCrN, TiSiN.
- Kritik Özellik (Basma Gerilmesi): PVD kaplamalar, substrat üzerinde “basma gerilmesi” (compressive stress) oluşturur. Bu, dışarıdan gelen çatlakların ilerlemesini zorlaştırır. Kenar tokluğu CVD’ye göre çok daha yüksektir.
- Yeşil Kum Döküm İçin Uygunluk:
- Kullanım Alanı: Sfero dökümün (GGG40) yapışkan yapısı için idealdir. İnce kaplama, keskin kenar (sharp edge) kullanımına izin verir. Keskin kenar, malzemenin takıma yapışmasını (BUE) engeller ve kesme kuvvetlerini düşürür.
- Frezeleme (Milling): Kesintili kesme (interrupted cut) doğası gereği frezelemede PVD standarttır. CVD’nin düşük tokluğu frezede pul pul dökülmeye (flaking) yol açabilir.
- Finiş İşlemleri: Hassas toleranslar için keskin PVD uçlar tercih edilir.
Karşılaştırmalı Seçim Tablosu
| Operasyon Türü | Malzeme | Tercih Edilen Kaplama | Neden? |
| Kaba Tornalama | GG25 / GGG60 | CVD (Al2O3 ağırlıklı) | Yüksek ısı ve kum aşındırıcılığına direnç. |
| Döküm Kabuğu Alma | Tüm Tipler | CVD (Tok Substrat) | Kabuktaki sementit ve kumlara karşı kalın zırh. |
| Finiş Tornalama | GGG40 | PVD (TiAlN) | Keskin kenar ile BUE önleme, düşük kuvvet. |
| Frezeleme | Tüm Tipler | PVD (AlCrN) | Darbe direnci, termal şok çatlağı oluşmaması. |
| Kesintili Kesim | Döküm Hatalı Parçalar | PVD | Tokluk ve kırılma direnci. |
4.3. Alternatif Malzemeler: Seramik ve CBN
- Silisyum Nitrür (Si3N4) Seramikler: Gri dökme demirlerin (GG) yüksek hızlı kaba işlemesi için “kral”dır. 500-1000 m/dak hızlara çıkabilirler. Ancak, Sfero Döküm (GGG) işlemede önerilmez. Sfero dökümdeki demir, yüksek sıcaklıkta silikon ile reaksiyona girerek seramiği kimyasal olarak aşındırır ve hızlı krater aşınmasına neden olur.
- CBN (Kübik Bor Nitrür): Sfero ve gri dökme demirlerin finiş işlemlerinde, özellikle sertlik ve abrasifliğin yüksek olduğu durumlarda (örn. GGG70 veya beyaz döküm bölgeleri) kullanılır. Çok pahalıdır ancak takım ömrü karbürden 10-20 kat fazladır. Yeşil kum dökümün kaba kısımlarında, darbeler CBN’i kıracağı için kullanılmamalıdır.
5. Kesici Uç Geometrisi ve Kenar Hazırlığı (Edge Preparation)
Kaplama ve malzemenin ötesinde, ucun fiziksel şekli (makro ve mikro geometri), talaş akışını ve takım ömrünü belirler.
5.1. Makro Geometri: Negatif vs. Pozitif
- Negatif Geometri (Örn: CNMG, WNMG): Uç yan yüzeyi ile alt yüzeyi 90° açılıdır. Tutucuda negatif açıyla konumlanır.
- Avantajı: Çift taraflı kullanım (ekonomik). Kesici kenar çok güçlüdür (kama açısı 90°).
- Kullanım: Döküm kabuğu, kaba tornalama ve sert dökme demirler için standarttır. Yeşil kum dökümdeki düzensizlikleri tolere eder.
- Pozitif Geometri (Örn: CCMT, DCMT): Uç yan yüzeyi açılıdır (7°, 11°).
- Avantajı: Kesme kuvvetlerini düşürür. İnce cidarlı, titreşime müsait döküm parçalarda veya GGG40 gibi yapışkan malzemelerin finiş işlemlerinde kullanılır.
5.2. Mikro Geometri: Honlama (Honing)
CVD kaplı uçlarda kesici kenar asla “jilet gibi” keskin bırakılmaz. Kenara mikroskobik bir radyüs (honlama) verilir.
- Ağır Honlama (ER > 50-70 um): Döküm kabuğu işleyen uçlarda kullanılır. Kum tanelerinin ve sementit parçacıklarının kesici kenarı “çentiklemesini” önler. Kenar mukavemetini artırır.
- Hafif Honlama (ER 20-30 um): PVD kaplı uçlarda ve finiş işlemlerinde kullanılır. Kesme kuvvetini azaltır ve hassasiyeti artırır.
5.3. Wiper (Silecek) Teknolojisi
Döküm parçalarda verimliliği artırmanın en etkili yollarından biri Wiper uçlardır. Standart bir ucun köşe radyüsü daireseldir. Wiper uçlarda ise köşe radyüsü, özel bir eğrilik (parabolik veya düzlük) ile modifiye edilmiştir.
Teorik Yüzey Pürüzlülüğü (R{th}):
Bu formüle göre yüzey kalitesini iyileştirmek için ya ilerleme (f) düşürülmeli ya da uç radyüsü (r_epsilon) büyütülmelidir. Ancak ilerlemeyi düşürmek üretim hızını azaltır. Wiper uçlar, “silecek” etkisi yaratan geometrileri sayesinde, standart ilerlemenin 2 katına çıkıldığında bile aynı yüzey kalitesini verirler. Yeşil kum döküm parçaların seri üretiminde (otomotiv parçaları vb.) çevrim süresini %50 azaltmak için Wiper kullanımı şiddetle önerilir.
Wiper Insert – Technical Info/Cutting Formula | MITSUBISHI MATERIALS CORPORATION
Are Wiper Flats the Key to Smoother Finishes?
6. Taylor Takım Ömrü Modeli ve Ekonomik Optimizasyon
Bir talaşlı imalat uzmanı, sadece “kesen” ucu değil, “en ekonomik” ucu seçmelidir. Bu seçim, F.W. Taylor’ın geliştirdiği takım ömrü denklemi ile matematiksel zemine oturtulur.
6.1. Taylor Denklemi
Burada:
- T: Takım ömrü (dakika).
- vc: Kesme hızı (m/dak).
- n: Takım malzemesine ve iş parçasına bağlı üs (Taylor Exponent). Bu değer, takım ömrünün hıza ne kadar duyarlı olduğunu gösterir.
- C: Takım ömrünün 1 dakika olduğu teorik kesme hızı sabiti.
Dökme Demirler İçin Deneysel Sabitler (Genelleştirilmiş) :
| Takım Malzemesi | İş Parçası | n Değeri | C Değeri (m/dak) | Yorum |
| Karbür (Kaplamasız) | GG25 | 0.20 – 0.25 | 300 – 400 | Hıza çok duyarlı. |
| CVD Kaplı Karbür | GG25 | 0.25 – 0.35 | 500 – 700 | Daha yüksek hızlara çıkabilir. |
| CVD Kaplı Karbür | GGG60 | 0.22 – 0.30 | 400 – 550 | Sert malzeme, C düşer. |
| Seramik (Si3N4) | GG25 | 0.40 – 0.60 | 2000 – 3000 | Çok yüksek hızlar mümkün. |
| CBN | Sert GGG | 0.35 – 0.50 | 1500 – 2500 | Sert tornalama için. |
7. Sonuç ve Uygulama Tavsiyeleri
Yeşil kum kalıpta üretilen dökme demirlerin talaşlı imalatı, metalurji, triboloji ve mekanik bilimlerinin kesişim noktasında hassas bir denge gerektirir.
- Malzeme Kimliği Esastır: “Dökme demir” genellemesi yanlıştır. GG (Pik) ısı yönetimi ve abrasif direnç gerektirirken, GGG (Sfero) tokluk ve yapışma direnci gerektirir. GGG60/70 ise yüksek kuvvetler nedeniyle rijitlik talep eder.
- Döküm Kabuğu Stratejisi: Prosesin en kritik aşaması ilk pasodur. İlk paso, daima döküm kabuğu kalınlığından daha derin (ap > kabuk) alınmalı ve bu işlem için özel, tok (K25-K30), kalın CVD kaplamalı uçlar ayrılmalıdır.
- Kaplama Seçimi: Tornalama için kalın CVD (Al2O3), frezeleme ve ince sfero işleme için ince PVD (TiAlN) altın kuraldır.
- Veriye Dayalı Üretim: Kesme kuvveti (kc) ve güç (Pc) hesapları yapılmadan tezgah kapasitesi zorlanmamalı; Taylor denklemi kullanılarak optimum ekonomik hız belirlenmelidir.
Bu rapor, dökümhane ve talaşlı imalat departmanları arasındaki bilgi akışının önemini vurgular. Döküm kalitesindeki iyileşme (daha az kum, daha az kabuk), talaşlı imalatta doğrudan takım maliyeti düşüşü olarak geri dönecektir.